2022-07-01
Общие проблемы и решения шлифовальных кругов CBN
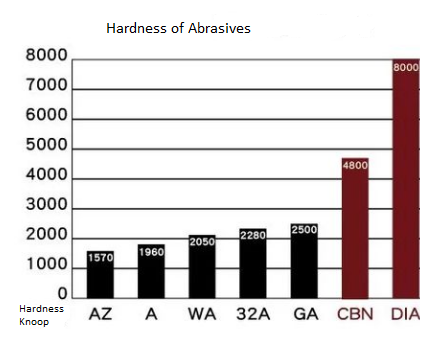
Абразив CBN - это новый тип абразива, разработанный в последное время. Благодаря высокой твердости и микрошокирующей структуре можно эффективно шлифовать черные металлы с высокой твердостью. Среди всех абразивов твердость CBN уступает только алмазу, намного выше, чем у обычных абразивов, таких как GC (зеленый карбид кремния).
Основа шлифовальных кругов CBN в основном изготовлена из металла (алюминия или стали), и когда работают шлифовальные круги CBN, большая часть тепловой энергии передается на шлифовальные круги. Поэтому в процессе шлифования непрерывная передача тепловой энергии заставляет металлическую основу начать расширяться за счет накопления тепловой энергии.
Из-за разного расстояния между каждой частью шлифовального круга и точкой источника тепла степень расширения также различна. В результате деформация шлифовального круга может вызвать такие проблемы, как «вибрация»!
Кроме того, тепловое расширение изменит прежнюю подачу. Например, если бывшая подача составляет 0,01 мм, подача может стать 0,03 мм после теплового расширения, поэтому точность размеров будет нелегко достигать.
Как упоминалось высше, абразивы CBN тверже и острее по форме, чем обычные абразивы. Сила резания хорошая, но если выбрать тот же размер частиц как обычные абразивы, шлифовальная поверхность будет слишком шероховатой (близкой к эффекту резки).
Поэтому в практическом применении выбор размера частиц шлифовальных кругов CBN будет на 3 ~ 4 порядка тоньше, чем обычные шлифовальные круги. Например, если размер частиц обычного шлифовального круга равен №80, CBN выберет №140 или №170.
Однако это увеличивает сложность подачи, так как подходящая подача составляет около 1/10 диаметра абразивного зерна. Когда выбранный размер частиц мал, диаметр абразивного зерна соответственно мал, и диапазон объема подачи уменьшается.
Помимо увеличения сложности установки ножа в начале, если объем подачи внезапно увеличивается из-за неправильного управления или проблем машины, легко вызвать ожоги и другие проблемы. Это также может привести к вышеупомянутым проблемам теплового расширения шлифовального круга.
Кроме того, связующее шлифовальных кругов CBN более плотное, чем обычных шлифовальных кругов, а самозатачивание сравнительно плохое, что приводит к худшей ситуации.
Методы и решения
Чтобы избежать вышеперечисленных проблем, большинство операторов предпочтут «снизить скорость шлифовального круга», чтобы избежать ожогов и других проблем. Тем не менее, медленная скорость не способствует полной реализации его характеристики и преимущества из-за микро-дробильной структуры CBN, и в то же время уменьшит коэффициент шлифования и срок службы шлифовального круга.
Другие способы решения:
(1) Замените металлическую матрицу другими материалами, которые не расширяются из-за нагрева: например, керамикой. Это может решить проблему, заключающуюся в том, что металлическая матрица теряет свою первоначальную округлость из-за теплового расширения.
(2) Выбирают специальное связующее с высокой пористостью: благодаря действие пористого отверстия достигается теплоотдача. В то же время, поскольку площадь контакта уменьшается, сопротивление шлифования уменьшается, и тепло соотвественно снижается.
Следующий :Виды и выбор смазочно-охлаждающих жидкостей


